郑州靓颖铝材有限公司
工业铝型材厂家,为您提供服务
服务热线18237171917

3、对于不影响工程数的情况下冲孔尽量排在后面工程冲孔,甚至对于冲孔数量较多的产品可考虑多做一个工程也要将冲孔排在后面冲。
4、因铝料较脆,容易开裂,特别是在反折边的情况下,故尽量不要做压线,即使要做,也要将压线做宽一点,打浅一点。Copyright©www.zzlylc.com 郑州靓颖铝材有限公司
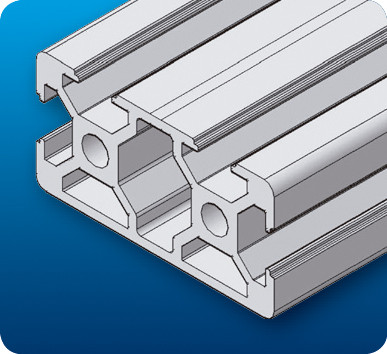
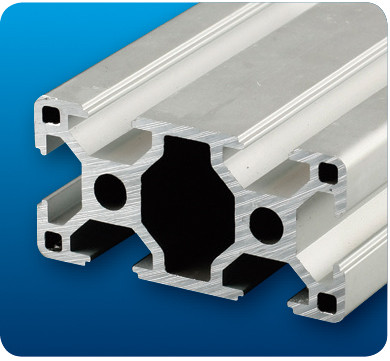
郑州工业铝型材哪家好?供应订做多少钱?郑州工业铝材厂家怎么样?诚信公司专业以批发价格大量现货提供郑州工业铝材、河南铝材厂家、郑州工业铝型材批发、河南铝材批发等品质优良的产品及报价,欢迎来电生产定制!
备案号:
热门城市推广:
Powered by筑巢