工业铝型材生产基本要求是什么呢?
郑州工业铝材批发厂家介绍如下:
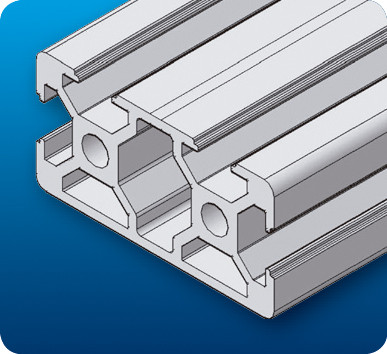
工业
铝型材的硬度标准:
郑州工业铝材批发厂家介绍到一般6063-T5材质的工业铝型材硬度≥8度就合格了,这里所说的硬度是指韦氏硬度。
长度标准:
市场上现有的铝型材厂家生产的工业铝型材一根的长度皆是6.02米。如果想要再长一点的话,就只能加工定制了,一般也不会长于7.5米。
切割标准:
郑州工业铝材批发厂家介绍到一般切割误差≤0.5mm,这样在进行铝型材框架组装的时候,才不会出现安装不上去的情况。
生产标准:
工业铝型材的生产皆符合欧标生产标准:ISO9001质量管理体系。采用标准铝锭,不掺杂废铝,厚度足,不偷工减料。
那么怎样减少铝型材深加工变形呢?郑州工业铝材批发厂家告诉大家如下:

铝型材工件在深加工过程中可能会出现各种变形,除了材料、设备、刀具的问题外,加工操作方法也很重要。今天郑州工业铝材批发厂家就来介绍一下铝型材深加工的操作技巧。
1、注意走刀顺序:
粗加工注重加工效率,已尽量少的时间切掉尽量多的铝料。所以粗加工一般采用逆铣。而精加工注重高精度,宜采用顺铣。
2、薄壁铝型材的装夹注意事项:
薄壁的铝型材本身就极易变形,在深加工的时候就要格外注意,装夹时不宜过紧也不宜过松。在快要加工完成时将夹具稍微松一些,让工件恢复一下形状,然后再轻轻压紧。这非常考验工人的水平。
3、适当选择对称加工:
对于加工余量大的零件,为了较好的加工散热性,可以选择对称加工。
4、型腔多的工件可以采用分层多次加工:
对于多个型腔的加工如果按次序,一个一个加工的话会导致工件受力不均而变形。采用分层多次加工使每层加工到每一个型腔。可以大大减小这种加工变形。
5、改变切削用量来减小切削力和切削热:
郑州工业铝材批发厂家介绍到如果加工余量太大,一次走刀的切削力大不仅会试铝型材变形,而且会降低设备主轴的刚性和刀具的寿命。不过,在数控加工中都是高速铣削,可以克服这一难题。在减少背吃刀量的同时,只要相应地增大进给,提高机床的转速,就可以降低切削力,同时保证加工效率。
6、加工带型腔的铝型材要注意铣刀的容屑空间:
郑州工业铝材批发厂家介绍到如果铣刀直接扎下去可能会导致容屑空间不足而造成铝型材零件过热、膨胀、崩刀、断刀等现象。要先用同尺寸或比铣刀大一号的钻头钻一下,再用铣刀铣削。